The Use of Graphite for Vacuum Furnace Fixturing
Introduction to the Use of Graphite for Vacuum Furnace Fixturing
The vacuum furnace industry has searched for many years for the ideal material to be used in fixtures and grids for processing workloads at elevated temperatures. The support structures should be lightweight to achieve desired metallurgical results during the cooling phase of the process cycle. These lighter weight supporting members will also result in overall lower processing costs due to shorter heating and cooling portions of the overall furnace cycle.
The latest and most successful material used in graphite vacuum furnace fixtures, grids and leveling components is a Carbon/Carbon Composite (C/C) structure. Graphite is an allotrope and a stable form of carbon.
Carbon/Carbon Composite Materials for Fixturing
Carbon fiber reinforced carbon matrix composites (C/C Composites) have become one of the most advanced and promising engineering materials in use today. These C/C Composites consist of two primary components, carbon fibers and a carbon matrix (or binder). They are among the strongest and lightest high-temperature engineered materials in the world. Compared to other materials such as graphite, ceramics, metal, or plastic. It is lightweight, strong and can withstand temperatures over 2000°C without any loss in performance.
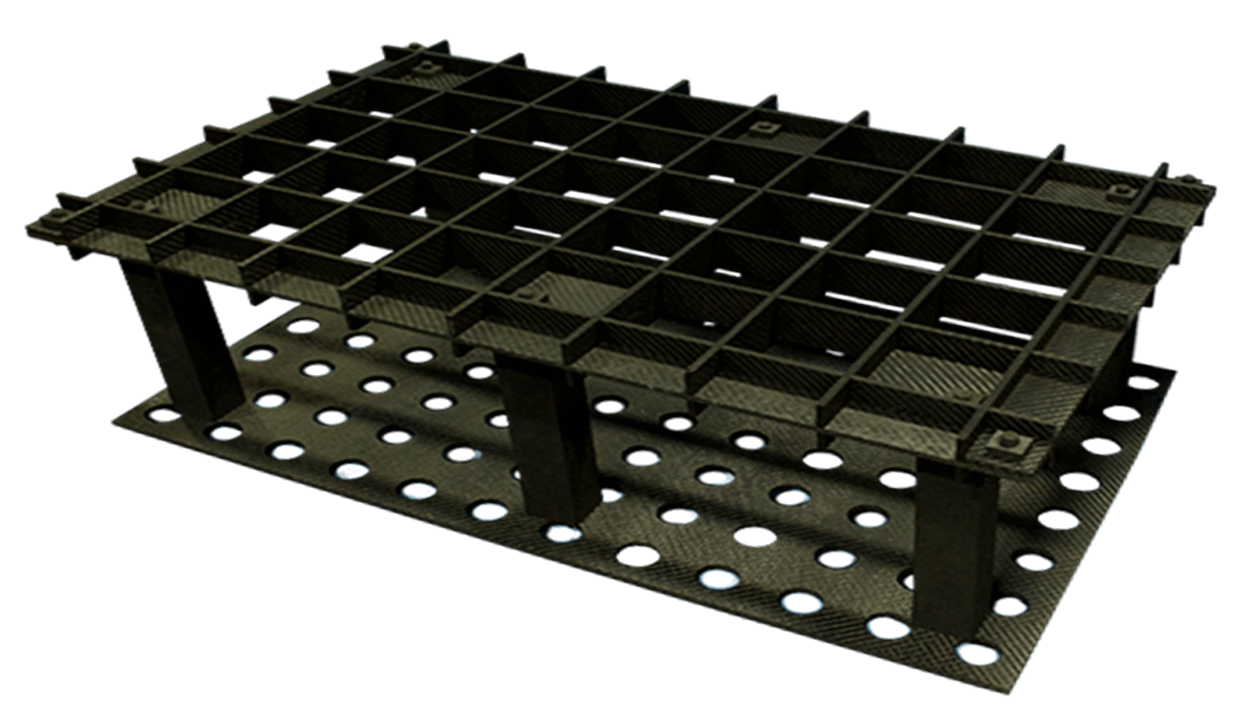
Typical Carbon/Carbon Composite Two-Tier Fixture
Properties of Carbon/Carbon Composites
Carbon/Carbon Composites are a two-phase composite material where both the matrix and reinforced fiber are carbon. Carbon/Carbon can be tailored to give a wide variety of products by controlling the choice of fiber-type, fiber presentation and the matrix Carbon/Carbon. It is primarily used for extreme high temperature and friction applications.
Carbon/Carbon combines the desirable properties of the two-constituent carbon materials. The carbon matrix (heat resistance, chemical resistance, low-thermal expansion coefficient, high-thermal conductivity, low-electric resistance, low-specific gravity) and the carbon fiber (high-strength, high-elastic modulus) are molded together to form a better combined material. The reinforcing fiber is typically either continuous (long-fiber) or discontinuous (short-fiber) carbon fiber type.
Summarizing Properties of Carbon-Carbon Composites
- Excellent thermal shock resistance
- Low coefficient of thermal expansion
- High modulus of elasticity
- High-thermal conductivity
- Low density (about 114 lb/ft³)
- High strength
- Low coefficient of friction (in the fiber direction)
- Excellent heat resistance in non-oxidizing atmosphere. C/C Composites retain their mechanical properties up to 4982°F (2750°C)
- High abrasion resistance
- High electrical conductivity
- Non-brittle failure
The carbon fiber matrix can be used to create racks, plates, grids, and fixtures for vacuum heat treating applications.

CFC Design Fixturing for Medical Implants
Comparing the C/C Composite to other fixture and grid materials, we can create the following list:
1. Comparing to Basic Graphite
- High strength and rigidity
- High resistance to fracture
2. Comparing to Metals
- High heat resistance
- Low thermal expansion
- Lightweight (1/5 of metal)
- Excellent resistance to corrosion
3. Comparing to Ceramics
- High resistance to fracture
- High thermal shock resistance
- Precision machinable
Various Configurations of C/C Used as Fixtures and Grids for Heat Treating
Below are several examples showing different applications of how graphite materials are used in typical vacuum furnace applications.
-
Titanium Ingots

10-2-3 Titanium ingots homogenized at 2350°F for 24 hours in high vacuum, 10-5 Torr. Each ingot weighs about 10,000 pounds. The fixturing serves two purposes: it keep the ingots from rolling during the heat treatment process, and it also contours to the shape of the ingot so there are no flat spots after the homogenization.
-
Steel Aerospace Components

4340M aerospace components hardened and tempered in partial pressure nitrogen. Graphite fixturing was used to minimize distortion and holes were machined into the graphite plates to help with the cooling phase of the cycle.
-
Titanium Strips

Titanium strips annealed at 1450°F and aged in high vacuum, 10-5 Torr. Strips were placed on a laser leveled graphite plate to maintain flatness during the run.
-
347 Screens

347 screens that were annealed at 1875°F in partial pressure nitrogen. The screens were too wide for our normal furnace grid, so we used graphite fixturing to get the screens into the center of the furnace to accommodate the width. The graphite also allows for the screens to settle flat during the heat treating.
-
Ingot Fixtures

These are graphite support members that are used to process the ingots in Image 1. They maintain the shape of the ingots while providing support.
-
Titanium Aerospace Component

Very intricate and precise graphite fixturing designed to minimize warpage during the solution age heat treatment of these 5-5-5-3 titanium aerospace components. The fixturing was manufactured by 5-axis machining equipment and it allows the part to move during the heat treatment and then settle back into the exact contour of the fixture.
The above images are just a small sample of the many supporting graphite designs that have become so critical in vacuum furnace processing. The graphite material can be readily machined for special shapes and applications.
We look forward to finding many more ways to successfully use these graphite components.
Written by: Real J. Fradette, Senior Technical Consultant, Solar Atmospheres, Inc.
