The Returning Need For the All-Metal Vacuum Furnace Hot Zone and Specific Application Advantages
For more than 70 years, the vacuum furnace has been available for metal processing requirements, and is widely accepted as the ideal equipment for solving all types of critical metallurgical requirements in the industry, and for producing clean and non-reacted work.
The “Hot Zone” or, furnace internal, on vacuum furnaces has evolved throughout the years, from an all-metal shielded design to insulated, employing various forms of thermal insulation. Both types of hot zones – the all-metal and the insulated – have their acceptable use based on final vacuum and thermal requirements. Though most modern furnaces in operation today use some type of graphite insulated hot zone, the all-metal hot zone is still necessary for processing certain materials which require a super-clean, non-contaminating environment.
In this article, we will highlight some of the essential design requirements needed to provide the proper all-metal furnace for these critical applications.
Historical Trend – All-Metal vs. Insulated Vacuum Heat Treating Furnaces
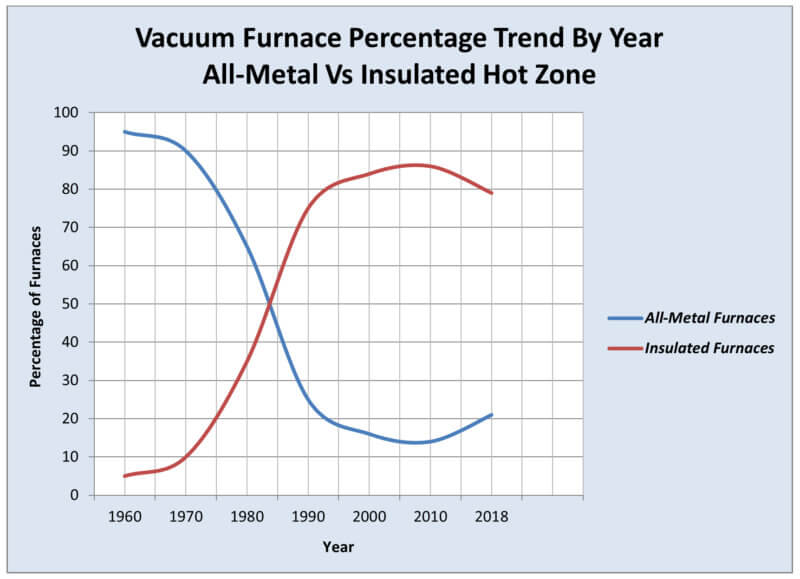
Figure 1 (above) illustrates the variance in use of this type of vacuum furnace hot zone over the past 60 years. Initially, more than 80% of the furnaces incorporated an all-metal hot zone, however, toward the middle of the 1980’s that number was reduced significantly, with both types of hot zones (insulated vs. all-metal) earning approximately 50% of the processing industry.
By 2005, the insulated hot zone surpassed the all-metal hot zone in industry usage, peaking at approximately 87% insulated, compared to 13% all-metal. Since then, however, the all-metal furnace has made a comeback, thanks in part to new critically clean application requirements. It now represents just over 20% of new furnace installations.
The Modern Insulated Heat Treat Furnace Hot Zone
Typical modern graphite insulated hot zone, as shown in Figure 2 (right), consists of:
- A graphite foil hot face
- Layers of PAN or rayon graphite felt insulation – 2” to 2.5” for 2400°F applications.
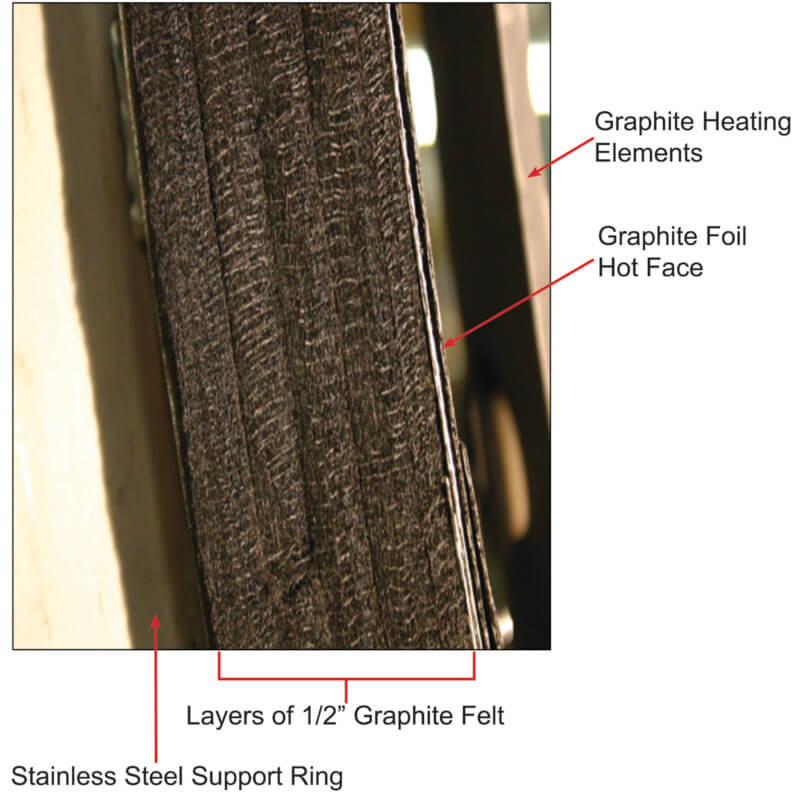
Note: Our studies indicate that rayon felt is cleaner and less moisture-absorbing than PAN felt, providing better vacuum and producing cleaner work. The early use of carbon felt in graphite-type insulation is no longer acceptable due to its tendency to rapidly absorb air during furnace loading and unloading.
- A stainless steel supporting ring structure
- Curved graphite heating elements
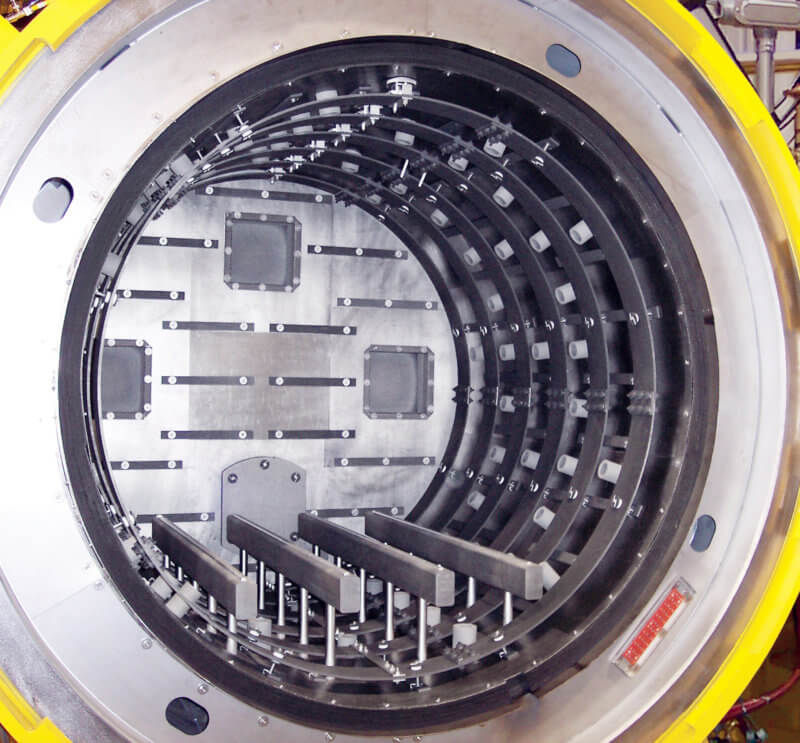
Typical operating performance of graphite insulated hot zone, as seen in Figure 3, (right):
- Slower vacuum pump down than all-metal hot zone, due to higher surface area of felt insulation and air entrapment
- Normal ultimate vacuum – low 10-5 Torr range
- Any retained water from felt insulation could result in formation of CO and CO2 which could affect some workload properties
- Acceptable for most vacuum processing applications
The Modern All-Metal Hot Zone for Vacuum Heat Treating
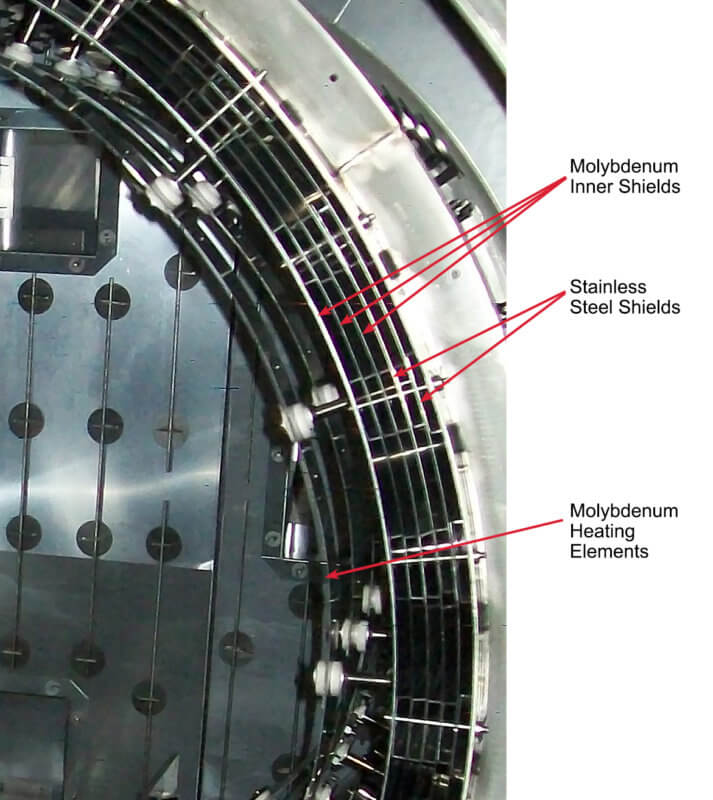
Typical all-metal hot zone for 2400°F operations, (Figure 4, right) includes:
- Metallic shields – three molybdenum inner shields backed by two stainless steel outer shields.
- Stainless steel support ring
- Circular molybdenum sheet-type elements
Typical Operating Performance for all-metal hot zone, shown here in Figure 5 (right):
- Faster and deeper vacuum performance due to much lower surface area of all-metal shields versus graphite insulation
- Ultimate Vacuum – Low 10-6 Torr range or better
- Reduced water retention results in minimal formation and contamination of carbon gasses
- Produces clean, non-reacted work

Other Features Included in the All-Metal Furnace for High Purity Processing
The modern vacuum furnace incorporates a gas cooling system to rapidly cool the workload for metallurgical requirements, and to return the load to room temperature for unloading. This cooling system can be either internally attached at the rear of the furnace (Figure 6), or in a separate housing outside of the chamber (Figure 7). The following explains why the external system provides for cleaner performance.

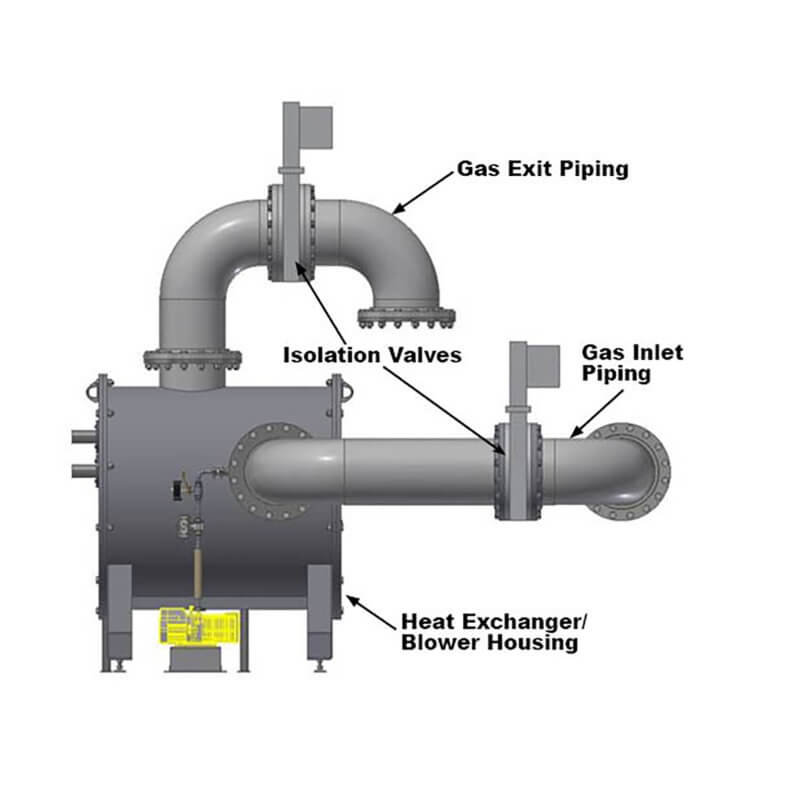
An External Gas Cooling System with Isolation Valves
The external gas cooling system with isolation valves provides for isolating the cooling gas blower motor/heat exchanger assembly during the vacuum pumping and heating portions of the cycle.
This provides for better and deeper vacuum, resulting in an overall cleaner cycle needed for critical workloads.
Location of Isolation Valves
The isolation valves are located on the cooling gas exit piping and the gas inlet piping.
During initial pump-down valves are open, then closed with blower housing kept under vacuum with a separate holding pump.
This design reduces overall pumping surface areas for faster and deeper vacuum performance. Backfill gas introduced simultaneously to blower housing and furnace chamber at cooling initiation to balance pressure prior to opening valves.
Pump Down Comparison With and Without Cooling System Isolation Valves
Our next curve (Figure 8, below) shows the relative pump-down performance of a furnace with and without the gas cooling isolation valves.
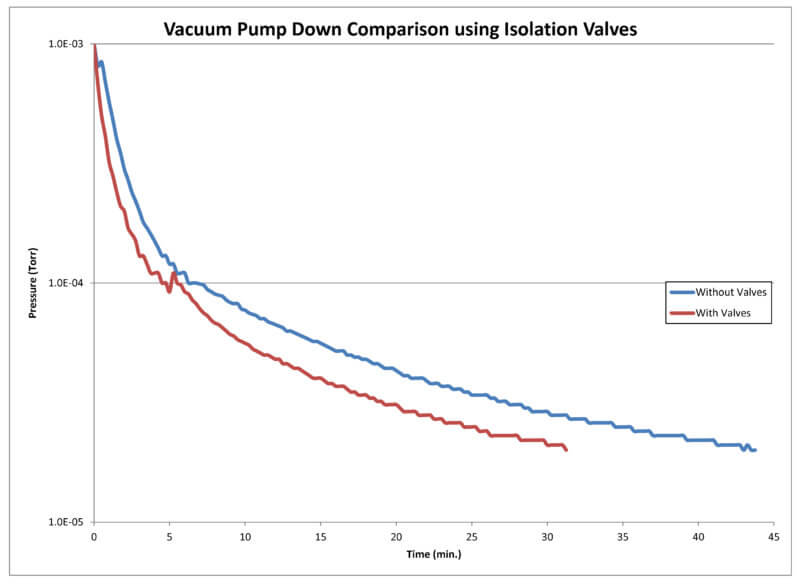
As is illustrated, the pump-down speed of the furnace is at least 30% faster when the isolation valves are included on the system. Additionally, we are able to achieve a deeper vacuum level.
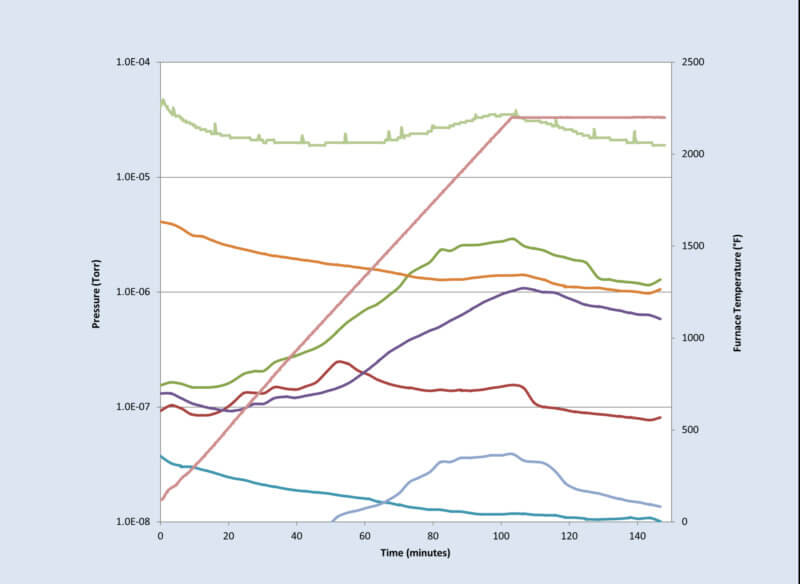
Comparing Residual Gas Trends of Two Different Hot Zones
Laboratory studies were conducted to establish the relative residual gasses of the all-metal versus the insulated hot zones at different vacuums and temperatures. Results, illustrated in Figures 9 and 10, were as follows:
All-Metal Hot Zone
Insulated Hot Zone
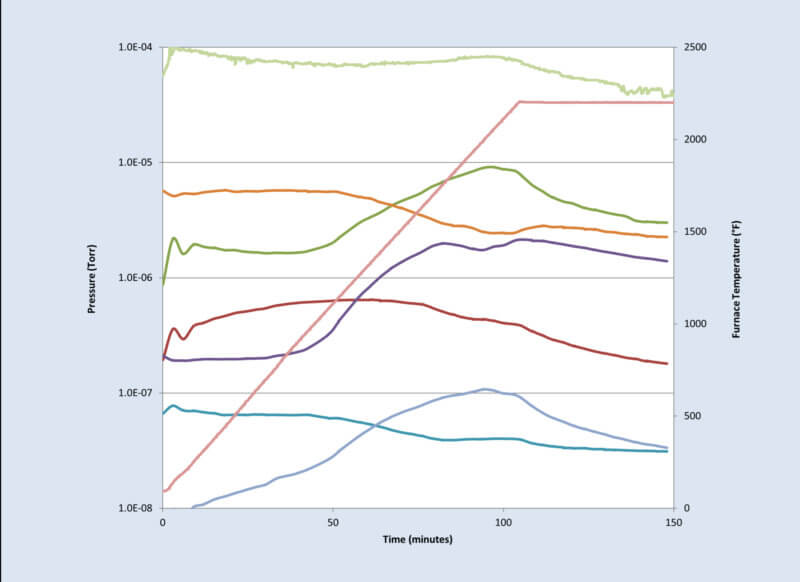

Analyzing the above we can state:
- Water vapor is the dominant gas remaining at ambient temperature.
- Approximately 20% less water vapor in all-metal design.
- Above 1500°F, carbon monoxide begins to exceed water as dominate gas.
- Approximately 50% less carbon monoxide for all-metal versus graphite insulated.
- Both hot zones capable of producing contaminate-free work with proper techniques, including:
- Initial clean work
- Low furnace leak rate
- Initial pump down level
- Pre-cycle bake-outs
- All-Metal furnaces have inherently lower vacuum levels.
Purer Processing – Dedicated Climate Controlled Room for Titanium and Alloy Heat Treating
Another aspect of keeping the product as clean as possible is to isolate the front loading part of the furnace from the pumping system and cooling components.
Figure 11 (below) shows one of our dedicated humidity and temperature controlled rooms.

Materials, Components, and Industries Requiring the All-Metal Furnace for Vacuum Heat Treating
Based on our many years of vacuum furnace processing, we can state the following:
Critical Materials Which Must Be Processed in the All-Metal Hot Zone:
- Reactive metal parts with any finished machine surfaces, especially those to be welded after heat treatment. This includes all types of medical components.
- Medical implant parts of any material with surfaces that may not be machined after heat treatment.
Other Materials Which Should Be Processed in the All-Metal Hot Zone:
- Semi-finished reactive metal parts having cosmetic requirements.
- Medical implement parts (surgical and diagnostic tools) requiring good cosmetic appearance. Materials include 15-5, 17-4, 17-7PH SS, Carpenter 304, 420, 440, 455, 465, etc.
- Anything to be metallically boxed or wrapped in order to remain bright in a graphite hot zone.
Examples of Critical Parts Requiring an All-Metal Heat Treating Process
Heart Pacemaker Housings

Heart Stents
Titanium Components

Other Medical Components

Eliminates Wrapping Required in Insulated Furnaces
In order to maintain a pristine product in an insulated furnace, very often the entire tray of components must be wrapped in thin stainless steel sheet to protect the load from possible contamination. This not only adds additional processing cost but can be dangerous to the person wrapping, due to the very sharp corners of the sheet when folded. The all-metal hot zone furnace eliminates this type of wrapping.

Summation on the Need For the All-Metal Vacuum Furnace Hot Zone and Specific Application Advantages
The all-metal shielded furnace undeniably has an important place in the vacuum processing world. Providing the purest environment available, it produces a pristine end product to meet the most critical applications.
Written by:

Real J. Fradette – Senior Technical Consultant, Solar Atmospheres Inc.