Risky Business – The Vacuum Heat Treating of 3D Printed Components
As additive manufacturing (AM), or 3D printing, continues to evolve, many challenges still plague this exciting new technology. By re-melting and re-solidifying metals in powder or wire form, each printing machine essentially becomes its own foundry. Therefore, precisely defining exact and repeatable mechanical characteristics of the uniquely printed components continues to be the major hurdle for the metallurgist. (Picture 1)
In addition, the vacuum heat treating of printed components is also evolving every day. Since additive manufactured parts display vastly different mechanical behaviors when compared to conventionally produced parts, it is logical that heat treatments associated with this process also vary. Since the majority of metallic printing processes involves high temperature melting along with rapid cooling rates, parts typically possess extremely high internal stresses. These inherent stresses can either be an advantage or a drawback to the design of the part. When internal stresses are detrimental to the end product, vacuum stress relieving seems to be the most prevalent and essential thermal process performed on 3D printed parts. Other less popular vacuum thermal processes include vacuum annealing and vacuum sintering.
Equipment Needed for Heat Treating Additive Manufactured Components

As additive manufacturing continues to become more popular, the manufacturer will often contract with the commercial heat treater to perform the critical thermal processing for their jobs. The AM manufacturers continue to seek out only those facilities possessing a wide variety of vacuum furnaces. These furnaces must be equipped with diffusion pumps to attain deep vacuum levels and must exhibit extremely tight temperature uniformities (±5°F). (Picture 2)
Since the ultimate goal of printing any 3D component is to produce a part that is “near net shaped,” the vacuum furnace atmosphere must be pristine. Surface contamination found on finished printed titanium or a nickel based alloy part could deem the part scrap. Therefore, often manufacturers will insist that only expensive all-metal hot zoned vacuum furnaces must be used to process their parts. Vacuum heat treaters must heed the warning! One must determine the risks associated with such requirements. The main purpose of this article is to inform the heat treating industry of some of those inherent dangers that we have encountered.
Dangers of Vacuum Heat Treating Additive Manufactured Parts
Direct Metal Laser Sintered Processing of Powders

Over the past two years it is obvious that the Direct Metal Laser Sintered (DMLS) method of printing AM parts has become the most prevalent technology used in the world today. During this “powder bed fusion” process a laser or electron beam is used to melt and fuse metallic powders together. A layer, typically 0.1mm thick of powder, is spread over the reusable build plate or platform. After a laser source fuses the first layer of powder, a new layer of powder is spread across the previous layer using a roller. Further layers or cross sections are fused and added until the entire model is created. Loose and unfused powder is inherent in this process and remains in position. It is imperative that all of this powder not only be removed from the obvious external surfaces, but also from all internal cavities, blind holes, and cooling passages. When these manufacturing precautions are not taken, the vacuum heat treater suffers. Picture 3 shows the resultant damage of vacuum heat treating heat treating a DMLS printed job that still contained loose powders within the builds. This was a very expensive mistake- a molybdenum hot zone that was severely damaged due to powders escaping from the internal cavities during heat treating. The corrective action is always to invert the plates, blow the entire build out with nitrogen, and to only process DMLS printed products in all metal hot zones that have no empty spaces within the solid build.
Binder Jet Processing of Powders

The Binder Jet Process (BJP) utilizes two materials- metallic powders and a binder. The binder acts as an adhesive between the powder layers. After printing, the components are generally “de-lubed” within special atmospheric furnaces. It is within these furnaces where “most” of the binders are burnt off or eliminated – but not entirely. Upon subsequent high temperature vacuum sintering treatments, the remaining binders immediately evolve and evaporate. These detrimental binders will seek to attach themselves to the coldest areas of the vacuum furnace which are typically the water cooled chamber or the pumping systems (See Picture 4). If one is planning to vacuum heat treat BJP printed parts, a specifically designed vacuum furnace equipped with a cold trap to collect the unwanted binders is a necessity.
Additional Additive Manufacturing Heat Treating Lessons Learned
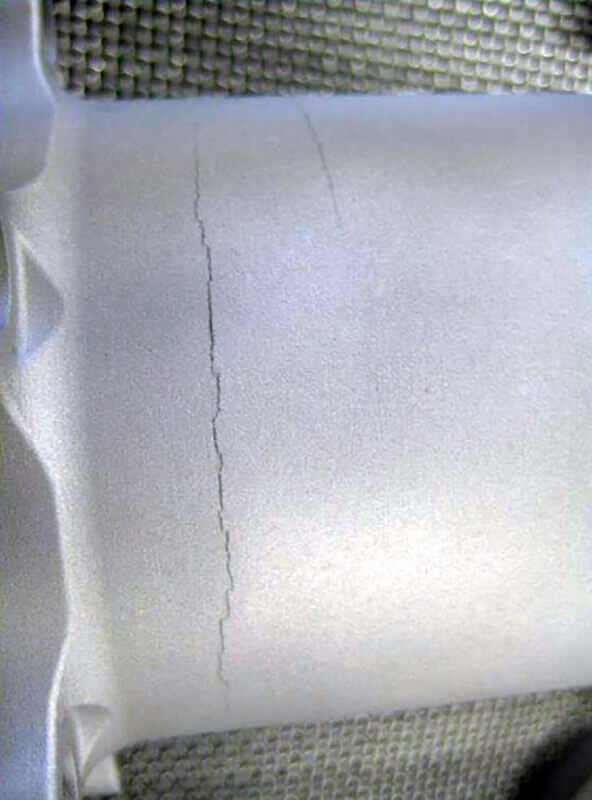
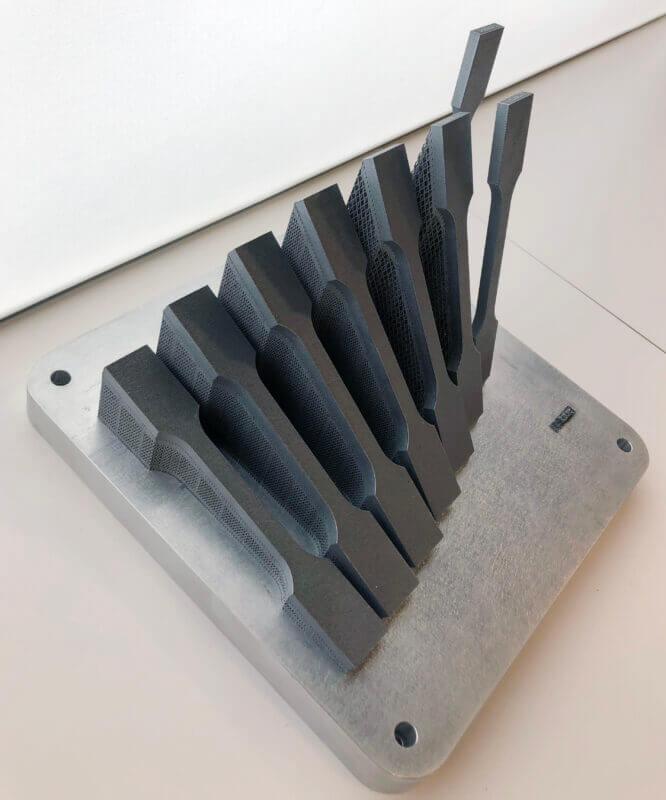
The printing engineer must understand that the best results will be attained when the building platforms (or build plates) match the same material composition of the powder being adhered to it. In addition the maximum thickness of the printed part should closely resemble the thickness of the build plate. Matching build plate compositions and dimensions helps to provide a more stable crack-free printed part. (Picture 5)
Additionally, it is most important to have direct thermocouple placement within the printed part. Since AM allows for any design, we often request a 1/16” minimum printed hole to be incorporated within the thickest cross section of the printed part. If that is not allowed then a predrilled matching maximum thickness dummy block should be placed on top of the build plate (Picture 6). Note- the build plate itself typically will never match the temperature profile of the printed part. Thus the build plate should never be drilled and wired.

Since printing metallic parts produces unique geometries, one must be very aware of any unvented blind holes, cavities, pockets, or sealed cooling channels. Any differential pressure forces that are built up during vacuum processing may cause a printed part to crack or even explode. Therefore all printed internal geometries must have a clear path of evacuation.
Prior to vacuum processing any AM parts, the vacuum furnace should have been properly baked out at a minimum of 2400 °F and the known leak rates should be less than 5 Microns per hour. As previously noted the stresses of many printed builds are immense. Always employ multiple set point temperature holds and slow heating and cooling rates.
Often the customer will contract the heat treater to creep flatten the build plate in conjunction with the prescribed heat treatment. This is done very carefully with additional weights (Picture 7), however never underestimate the value that you are adding to the customer. This plate creep flattening service ultimately allows multiple reuses after the printed parts are excised from the plates.

Conclusion: Risky Business – The Vacuum Heat Treating of 3D Printed Components
While additive manufacturing continues to be a boon for specialized metal aerospace and medical device components, other industries being somewhat affected by this transforming technology still may seem a way off. Currently AM heat treating accounts for only 2% of this commercial heat treaters total heat treat sales. However this is 2% more than our total AM sales of the preceding two years!
The ultimate goal of any 3D process is reproducibility. If this can be controlled it will drive down the cost of production and thus boost reliability. Vacuum heat treating is proving to play a very large role in the success of the entire additive manufacturing process. As with any new technology, all downstream processors must learn to adapt. However it is also imperative that certain known information which is critical to the thermal processing of the printed components gets communicated back to the customer. As we have witnessed, if this information is not shared, the heat treating of AM parts could become risky business.
Author:
