Tech Downloads
Vacuum Heat Treating Furnaces Were Made For Additive Manufacturing
A presentation by Solar's Bob Hill given at the ASM's Heat Treat 2015 trade show about the relationship between vacuum heat treating and additive manufacturing.

Minimizing Alpha Case During Vacuum Heat Treating Titanium
A presentation by Solar's Don Jordan given at the ASM's Heat Treat 2015 trade show about reducing alpha case on titanium parts when heat treating in a vacuum furnace.
Understanding Emissivity and Thermocouple Test Blocks
A recent process development test relating to carburizing illustrated the need to better understand the effect of surface emissivity and the proper use of dummy thermocouple test blocks. The testing involved carburizing areas of a partially copper plated alloy steel part. The copper plating covered areas of the part that were not to be carburized. Since the configuration of the part made it impossible to place a thermocouple within the part, a dummy test block made of carbon steel with the approximate same cross-section was used for the process thermocouple without proper consideration of the surface condition of the test block. Using the test block as the control, carburizing was initiated at the proper temperature based on the test block having reached that temperature. At the completion of the test, the part was examined for carburizing results and found in the non-copper plated areas, the depth of the carburized case to be shallow. This indicated that the cycle performed did not initially hold the part long enough at the correct temperature prior to carburizing. This resulted in the conclusion that when using dummy test blocks for controlling process times and temperatures, many factors must be considered including surface emissivity.
What the Medical Industry Can Learn from the Aerospace Industry in Heat Treating Components
Heat treatment standards are stricter in the aerospace industry than in the medical industry where lives are on the line. This doesn’t make sense and something is being done about it. Recently, I was asked to give a vacuum heat treating presentation to a group of design engineers at a large medical device company. The lead engineer asked if I would help educate his team on this subject primarily because they had just experienced a major failure caused by improper heat treatment. After learning more about the failure, it became evident that the medical device engineers in that room could learn a great deal from the aerospace industry, especially regarding knowledge of aerospace materials and secondary aerospace processes. It also became apparent that an industry-managed oversight program addressing the technical competency required in special processing was necessary in order for medical device companies to improve design and manufacturer of future medical devices.

True Cost of Becoming an Aerospace Accredited Heat Treating Company
A presentation by Solar's Bob Hill given at the FNA 2014 trade show about the True Cost of Becoming an Aerospace Accredited Heat Treater. Nadcap and AS9100 registered.

The Use of Residual-Gas Analyzers as a Vacuum Analysis Tool
Residual-gas analyzers are finding their way out into the heat-treat shop, primarily for process control and contamination monitoring in vacuum systems. Any tool that can help us better understand what is happening inside our vacuum furnaces is a welcome addition. Let’s learn more.

Airplanes Don’t Fly Without Heat Treating
Heat treating is the unsung hero of the commercial and military aviation industries. Much like the support staff behind any good play or movie, and the mom behind the Olympic athlete, heat treating of critical aerospace parts is relegated to the background, to the fine print of the credits…if at all. But if it weren’t for heat treating, planes wouldn’t fly, ships wouldn’t sail, submarines wouldn’t dive, and cars wouldn’t drive. This article introduces you to the technical world of vacuum heat treating and why vacuum thermal processing is vital to the aerospace and defense industries. First, let’s nail down what we mean by “heat treating.” In simple terms, heat treating is cooking metal much like you would cook food – with a predetermined recipe and desired outcome in mind. Metal is placed into an oven, or more accurately a furnace (ovens typically don’t handle temperatures over 1,000°F), and precisely held at a specified temperature for a pre-determined period of time. The metal is then cooled either slowly or quickly depending on what properties are desired. Thermal processing can make the metal harder, softer, stronger, more flexible, more rigid, more wear resistant, chemically altered, or a host of other desirable properties.

Enhancing Friction & Wear Properties by Heat Treating Titanium
For all of the known benefits of titanium alloys in all sorts of applications, from medical to aerospace to automotive, titanium is also known to exhibit poor tribological properties. That is, it has a high coefficient of friction (COF) when in moving contact with essentially all structural metals, resulting in poor sliding and adhesive wear resistance that leads to failure by galling (cold welding). Because of this, metal-to-metal applications encountering friction and wear considerations require a surface treatment for adequate serviceability. One such treatment is solution nitriding, which is performed in a vacuum furnace using partial pressure nitrogen gas at elevated temperatures in the annealing range. Solution nitriding is classified as a diffusion process where nitrogen gas dissociates and nascent nitrogen is adsorbed and diffused into the titanium matrix. Like other diffusion processes, the depth of the diffusion zone is dependent on the time of the treatment. For alloy Ti-6Al-4V with a core hardness of 30 HRC, Solar Atmospheres has generated hardnesses as high as the mid-60’s to upper-60’s HRC (converted from HV 25gf) at a depth of 0.0076mm (0.0003”), followed by a gradual decrease in hardness to the core over a distance of 0.25mm (0.01”). Shorter cycle times have produced hardnesses in the mid-50’s to high-50’s HRC and shallower total case depths.
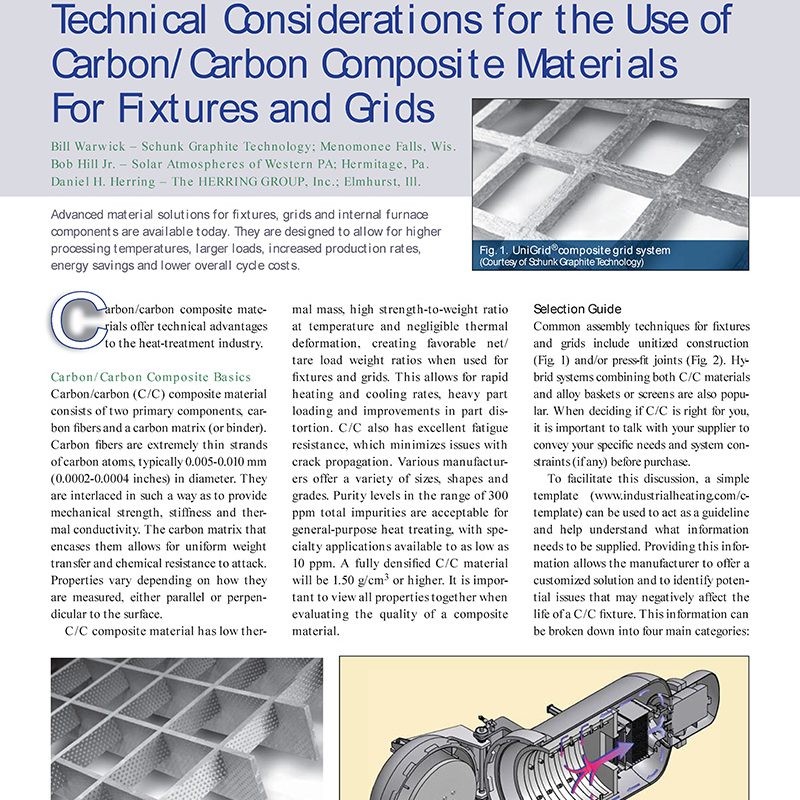
Technical Considerations for the Use of Carbon and Carbon Composite Materials for Fixtures and Grids
Advanced material solutions for fixtures, grids and internal furnace components are available today. They are designed to allow for higher processing temperatures, larger loads, increased production rates, energy savings, and lower overall cycle costs.

In Situ Oxidation of Steels as an Effective and Economical Pretreatment for Uniform and Consistent Vacuum Gas Nitriding Results
A vacuum-purge gas nitriding furnace was modified to develop a process and a furnace enhancement to produce a controlled in situ oxide layer on the surfaces of steel parts using various oxidation techniques. The process is an effective alternative to conventional grit blasting of materials as a means of surface preparation for uniform and consistent nitriding results. Pre-oxidation is known to enhance receptivity of steel part surfaces to the effects of nitriding, and in situ oxidation is inherently efficient and economical. Topics discussed include the type of oxidizing carrier used in the furnace, practical methods used to control the oxidation, and a gas delivery system developed to inject gases with an elevated dew point for the purpose of providing a controlled oxidizing atmosphere. Comparative tests with other activation techniques, and results with no activation, will be discussed along with approaches to technical process difficulties encountered.