Gas vs. Liquid Quenching: A Direct Comparison in Hardenability to Reduce Distortion
Gas vs. Liquid Quenching: A Direct Comparison in Hardenability to Reduce Distortion Introduction
Hardenability is the ability of steel to partially or completely transform from austenite to some fraction of martensite at a given depth below the surface, when cooled under a certain condition. The “gold standard” test for all hardenability results has always been the Jominy End Quench Test. The information gained from this test is necessary for metallurgists when selecting the proper combination of alloy steel and heat treatment parameters in order to minimize their thermal stresses and distortion in the manufacture of components of various sizes.
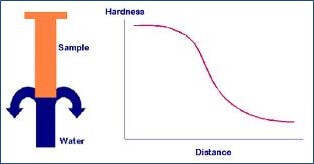
The Jominy End Quench Test involves a normalized cylinder specimen that measures one inch in diameter by four inches in length, heated to the austenitizing temperature for that given material. Once thoroughly heated, the specimen is quickly transferred to a test stand that holds the specimen vertically. One end of the sample is then sprayed with a controlled flow of water. This cooling spray of a portion of the sample simulates the effect of quenching a larger steel component in water. Once at room temperature the specimen is ground to a depth of .015” on parallel surfaces. The hardness is then measured at 1/16” increments from the quenched end of the bar.
High hardness occurs where high volume fractions of martensite develop – always nearer the quenched site. The lower hardness indicates transformation to be incomplete. Structures such as a bainite or ferrite/pearlite microstructures usually develop farthest from the quench site (see Figure A). With this valuable information the metallurgist can make critical design decisions. Steels with higher hardenabilities are needed for higher strength larger components, whereas steels with low hardenabilities may be selected for smaller components.
Liquid Quenching Problems
In the gear industry, it is well known that the medium used for quenching a material influences cooling rate due to varying thermal conductivities and specific heats. Liquid quenchants such as brine, water, or oil cool much more quickly than air quenching. Today it is also well understood that eliminating two of the three phases of liquid quenching (vapor and vapor transport phases) and cooling via conduction only can dramatically reduce distortion. Therefore, with nearer net shaped parts especially gears, higher alloyed steels are preferably hardened primarily by gas quenching within vacuum furnaces. As the cooling parameters within vacuum furnaces continue to increase due to such factors as increased gas velocities, increased pressures, various pedigrees of gases, and better fan designs, why then would the Jominy End Quench Test not adapt to changing times?
Description of the Test
In order to differentiate the hardenability of materials when gas quenched, a new Jominy Test method is necessary. That new test for this experiment will be a Jominy AIR End Quench Test. The first phase of this experiment will examine how various gas velocities affect hardenability on various alloy steels. The three alloy steels chosen for this test were 4130, 4140, and 4340. All specimens were normalized at 1700ºF ±10ºF for one hour. The respective austenitizing temperatures and times for the test specimens were as follows:
4130 per AMS6370N: 1600ºF ±10ºF for one hour
4140 per AMS 6349C: 1550ºF ±10ºF for one hour
4340 per AMS 6415S: 1525ºF ±10ºF for one hour
A total of four tests were performed utilizing all three materials. Each respective material was cut from the same bar, maintaining heat lot integrity. The baseline was established by a typical Jominy End Quench Test performed with water. For the next three tests, an air quench test stand was built (see Photo 1). All dimensions for the test stand were identical to the standard Jominy stand, including matching the orifice size for the gas jet while maintaining the identical distance to the end of the test specimen.

Gas Velocities with Vacuum Heat Treating
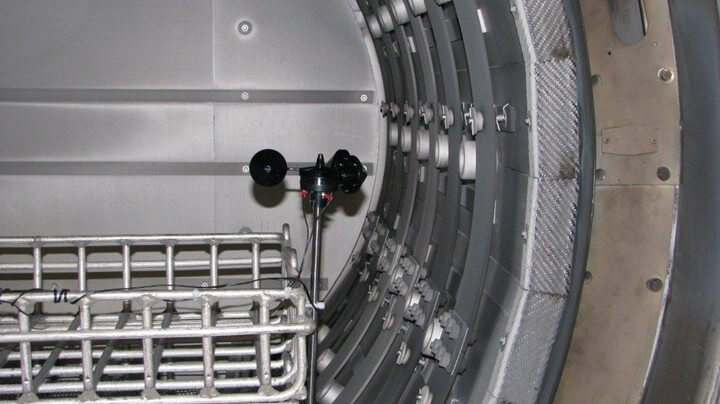
To better understand the gas velocities that needed to be examined, three vacuum furnaces were selected. All furnaces had identical internal hot zones measuring 36”w x 36”h x 48” d. All gas velocities were measured by an anemometer capable of measuring wind speed up to 300mph (see Photo 2). The internally quenched (IQ) vacuum furnaces represented three distinct vintage furnaces with varying fan designs, nozzle configurations, and hot zone designs. Furnace Number One, a 2 bar vacuum furnace manufactured in the 1990’s, produced a gas velocity of approximately 50mph. Furnace Number Two, a 10 bar vacuum furnace manufactured circa 2000, measured gas speeds at approximately 100mph. Furnace Number Three, a brand new, state-of-the-art 20 bar vacuum furnace, measured gas velocities approaching 200mph. These same gas velocities, supplied by banks of 2500psi nitrogen cylinders, were then measured at the Air Quench Test Stand. The three alloys were then heated to their corresponding austenitizing temperatures and quenched at gas speeds of 50, 100, and 200 mph.
Heat Treating Gas Velocity Results
HRC Readings, 4130 Jominy Bars
| Distance from End of Quench (in.) | Water |
Gas 50mph |
Gas 100mph |
Gas 200mph |
| 1/16 | 51 | 26 | 37 | 44 |
| 2/16 | 51 | 26 | 35 | 39 |
| 3/16 | 51 | 26 | 34 | 38 |
| 4/16 | 51 | 25 | 32 | 36 |
| 5/16 | 49 | 25 | 32 | 34 |
| 6/16 | 44 | 25 | 31 | 33 |
| 7/16 | 40 | 25 | 30 | 32 |
| 8/16 | 37 | 25 | 30 | 31 |
| 9/16 | 35 | 24 | 30 | 31 |
| 10/16 | 33 | 25 | 29 | 30 |
| 11/16 | 32 | 24 | 29 | 30 |
| 12/16 | 31 | 24 | 29 | 29 |
| 13/16 | 31 | 24 | 28 | 29 |
| 14/16 | 31 | 24 | 29 | 29 |
| 15/16 | 30 | 24 | 28 | 29 |
| 16/16 | 29 | 24 | 28 | 28 |
| 18/16 | 29 | 24 | 28 | 28 |
| 20/16 | 28 | 24 | 27 | 28 |
| 22/16 | 27 | 23 | 27 | 28 |
| 24/16 | 27 | 24 | 27 | 28 |
| 26/16 | 26 | 23 | 27 | 29 |
| 28/16 | 26 | 23 | 27 | 29 |
| 30/16 | 26 | 24 | 25 | 30 |
| 32/16 | 25 | 24 | 27 | 32 |
| 36/16 | 24 | 25 | 26 | 34 |
| 40/16 | 23 | 23 | 26 | 35 |
HRC Readings, 4140 Jominy Bars
|
Distance from End of Quench (in.) |
Water |
Gas 50mph |
Gas 100mph |
Gas 200mph |
| 1/16 | 59 | 39 | 56 | 59 |
| 2/16 | 59 | 39 | 55 | 58 |
| 3/16 | 59 | 39 | 55 | 58 |
| 4/16 | 59 | 39 | 53 | 57 |
| 5/16 | 59 | 39 | 53 | 57 |
| 6/16 | 59 | 38 | 51 | 57 |
| 7/16 | 58 | 38 | 50 | 57 |
| 8/16 | 58 | 38 | 49 | 57 |
| 9/16 | 57 | 37 | 48 | 57 |
| 10/16 | 57 | 37 | 46 | 57 |
| 11/16 | 56 | 36 | 43 | 57 |
| 12/16 | 56 | 36 | 42 | 56 |
| 13/16 | 55 | 36 | 43 | 56 |
| 14/16 | 54 | 36 | 42 | 56 |
| 15/16 | 54 | 36 | 40 | 55 |
| 16/16 | 52 | 36 | 40 | 54 |
| 18/16 | 51 | 36 | 39 | 51 |
| 20/16 | 49 | 35 | 39 | 51 |
| 22/16 | 48 | 36 | 37 | 48 |
| 24/16 | 45 | 36 | 37 | 47 |
| 26/16 | 45 | 35 | 37 | 45 |
| 28/16 | 43 | 36 | 36 | 43 |
| 30/16 | 43 | 36 | 36 | 41 |
| 32/16 | 42 | 35 | 36 | 41 |
| 36/16 | 41 | 35 | 35 | 41 |
| 40/16 | 41 | 35 | 35 | 41 |
HRC Readings, 4340 Jominy Bars
|
Distance from End of Quench (in.) |
Water |
Gas 50mph |
Gas 100mph |
Gas 200mph |
| 1/16 | 60 | 54 | 56 | 60 |
| 2/16 | 60 | 54 | 56 | 58 |
| 3/16 | 59 | 54 | 56 | 58 |
| 4/16 | 58 | 54 | 56 | 57 |
| 5/16 | 58 | 54 | 56 | 57 |
| 6/16 | 58 | 55 | 56 | 57 |
| 7/16 | 58 | 55 | 56 | 57 |
| 8/16 | 58 | 55 | 56 | 57 |
| 9/16 | 58 | 55 | 56 | 57 |
| 10/16 | 58 | 55 | 56 | 57 |
| 11/16 | 57 | 55 | 56 | 57 |
| 12/16 | 57 | 55 | 56 | 57 |
| 13/16 | 57 | 55 | 56 | 57 |
| 14/16 | 57 | 55 | 56 | 57 |
| 15/16 | 57 | 55 | 56 | 58 |
| 16/16 | 57 | 55 | 56 | 57 |
| 18/16 | 57 | 55 | 55 | 57 |
| 20/16 | 57 | 56 | 55 | 58 |
| 22/16 | 56 | 56 | 55 | 58 |
| 24/16 | 56 | 56 | 56 | 58 |
| 26/16 | 56 | 56 | 55 | 58 |
| 28/16 | 56 | 55 | 55 | 59 |
| 30/16 | 56 | 55 | 56 | 59 |
| 32/16 | 56 | 55 | 55 | 59 |
| 36/16 | 55 | 55 | 55 | 58 |
| 40/16 | 55 | 55 | 55 | 58 |
Additional Work with Vacuum Heat Treating Furnaces
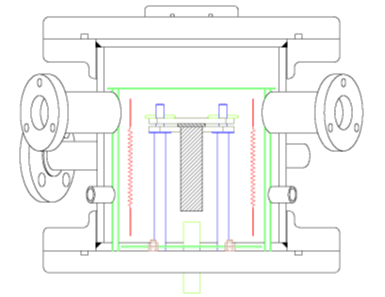
A special end-quench vacuum furnace was built by Solar Manufacturing in 2012 (see Figure B). This vacuum furnace was equipped to heat the same sized Jominy bar within a fixture internally and immediately end quench with a stream of pressurized nitrogen. After multiple tests, we discovered that we could not successfully control the velocity of gas impinging upon the end of the test bar within the furnace. Additionally, the gas flow could not be maintained due to the restrictions of the gas that was inherent to the small chamber. We could not vent the chamber fast enough to achieve and maintain 200 MPH. Thus, the Jominy hardness results were not comparable.
Gas vs. Liquid Quenching Heat Treating Conclusions
The results of the “open air” Jominy end quench tests exemplify how 200 MPH gas velocities are a necessity when quenching 4340 and 4140 materials. Less hardenable water hardening alloys such as 4130 did not display the same end quench hardness when compared to the traditional Jominy Water Test.
Building a small scale vacuum chamber to simulate the “open air” testing while adding pressure was unsuccessful. However, a large chamber, the newly designed Solar Super Quench 20 Bar vacuum furnace (see picture), will be able to maintain 200 MPH gas speeds internally at higher pressures.
Test loads will be quenched at full gas velocity (200 MPH) coupled with 20 Bar pressure. The data collected will undoubtedly uncover revolutionary information for the metallurgical world. For the gear industry, traditional heat treatment distortion will be dramatically minimized with the utilization of high pressure gas quenching.

Author:
