Ask the Expert: Solar Atmospheres of Eastern PA’s Vice President of Sales Discusses Aerospace Heat Treating Services
1. My company machines metal parts. We outsource heat treating. My customer requires a Nadcap-accredited supplier for heat treating. How do I find one?
To view the official list of Nadcap-accredited suppliers for heat treating, you must create an account with PRI (Performance Review Institute) and access their database. Practically, you can also search for a heat treat supplier and check for a Nadcap accreditation statement. Nadcap accreditation is a major milestone—if a supplier has it, they’ll promote it. Be sure to request their “Scope of Accreditation” document to confirm the specific processes you require are included. With Nadcap, one size does not fit all; prior to the audit, suppliers must declare which materials and processes are covered.
2. I have some 17-4PH parts that were machined in condition H1150M, but the final callout is condition H1025 per AMS2759/3. Can I just age the parts to condition H1025?
Condition H1150M is an overaged condition that produces the lowest mechanical properties of any 17-4PH condition—even lower than the annealed (condition A) state. Therefore, directly aging to H1025 will not achieve H1025 properties. Per section 3.3.7 of AMS2759/3, re-solution treating is required prior to aging to H1025. After re-solution treating, the material must be cooled to below 90°F at a rate of “air cool or faster” before beginning the age cycle. Failure to reach below 90°F may prevent the required transformation and result in subpar final properties.
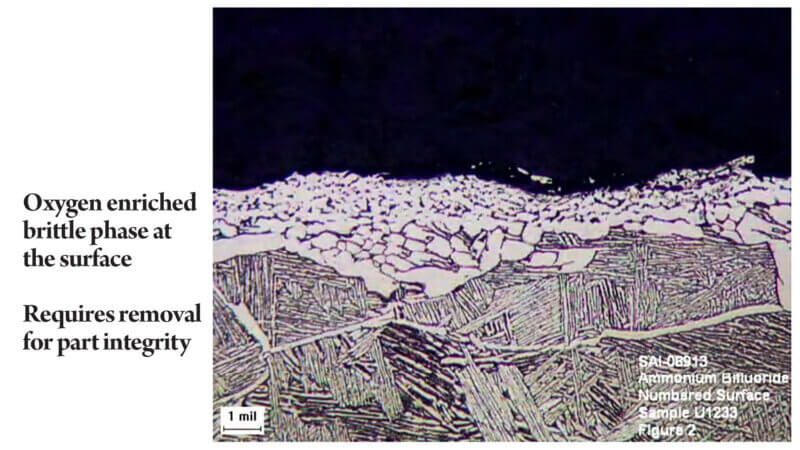
3. My customer is an aerospace prime. I am manufacturing a part made from Ti-6Al-4V that requires stress relieving without alpha case. I’ve had bad experiences outsourcing this requirement. What’s the best way to avoid alpha case?
“Alpha case” is a brittle surface layer of oxygen-enriched alpha titanium formed at elevated temperatures in the presence of oxygen. Even lesser enrichment, short of a full alpha case layer, can be detrimental in service. First and foremost: don’t stress relieve in air—it will cause enrichment. Even in vacuum, enrichment may occur depending on furnace conditions. The best approach is to work with a vacuum heat treat supplier that operates an all-metal hot-zone vacuum furnace capable of achieving 5×10⁻⁶ Torr or lower. At this vacuum level, residual water vapor is sufficiently low to prevent enrichment. Adding new, clean titanium foil to the load also increases titanium surface area, further lowering the risk.
4. I am having issues with distortion from oil quenching intricate 4340 parts processed to AMS2759/2. What can I do?
Consider vacuum heat treating with high-pressure gas quenching to reduce distortion. AMS2759/2 now permits validation of high-pressure gas quenching of 4340 per Appendix A. Review the requirements carefully and coordinate with your vacuum heat treat supplier to ensure compliance. While the process is strict, gas quenching is less severe than oil quenching and may still deliver the required properties with reduced distortion.

Learn more about Aerospace Heat Treating
And featured in Aerospace Manufacturing and Design Magazine: https://www.aerospacemanufacturinganddesign.com/article/questions-with-mike-moyer-october-2025/